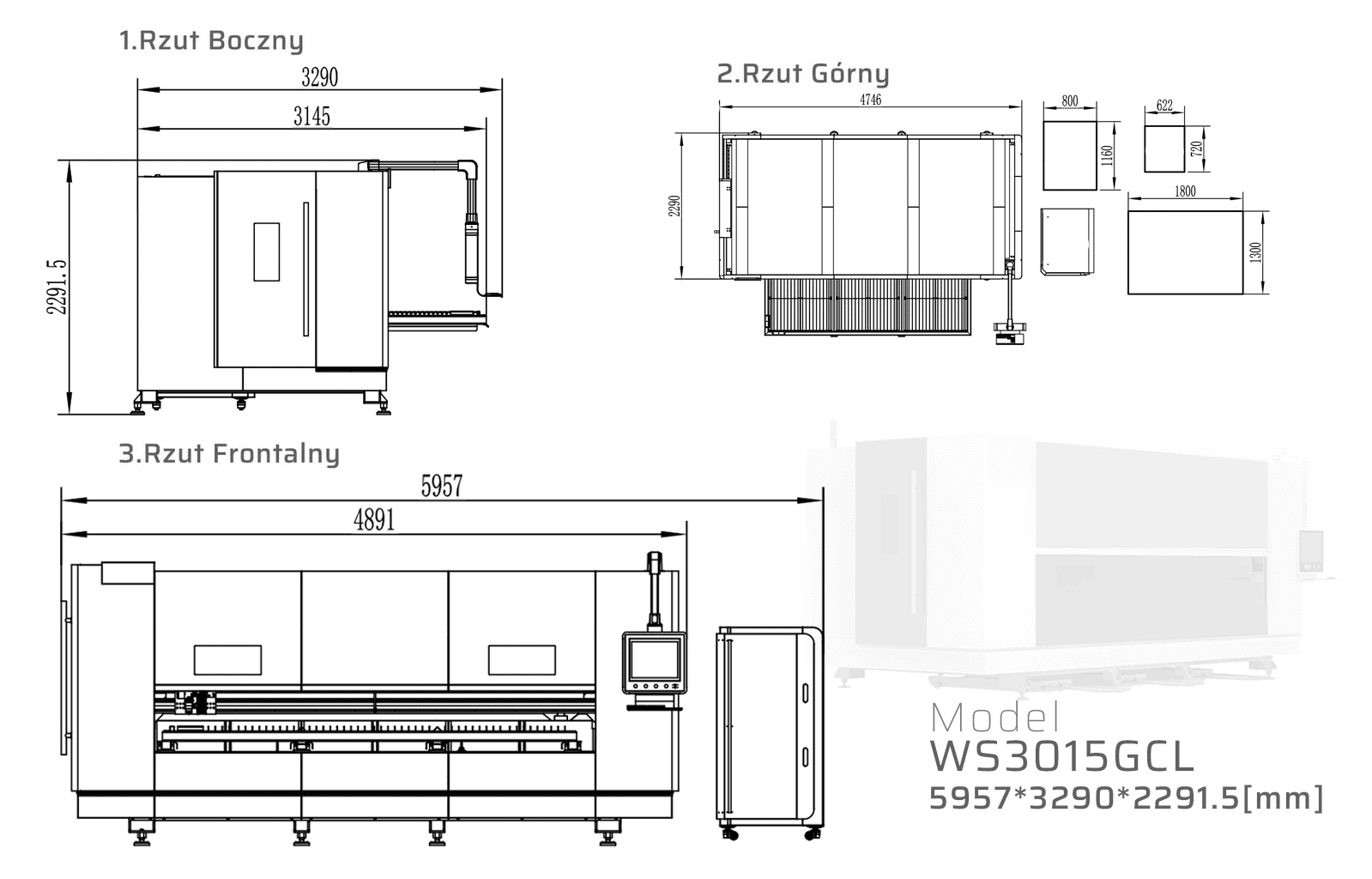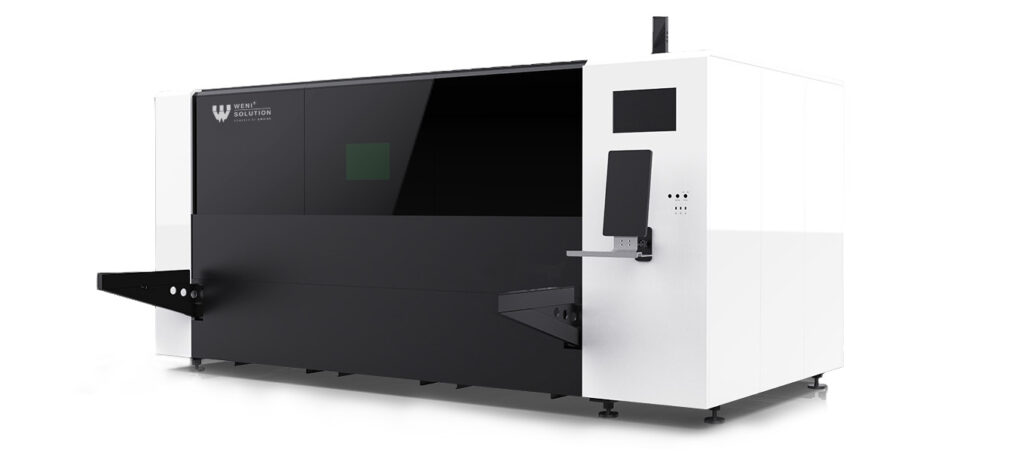


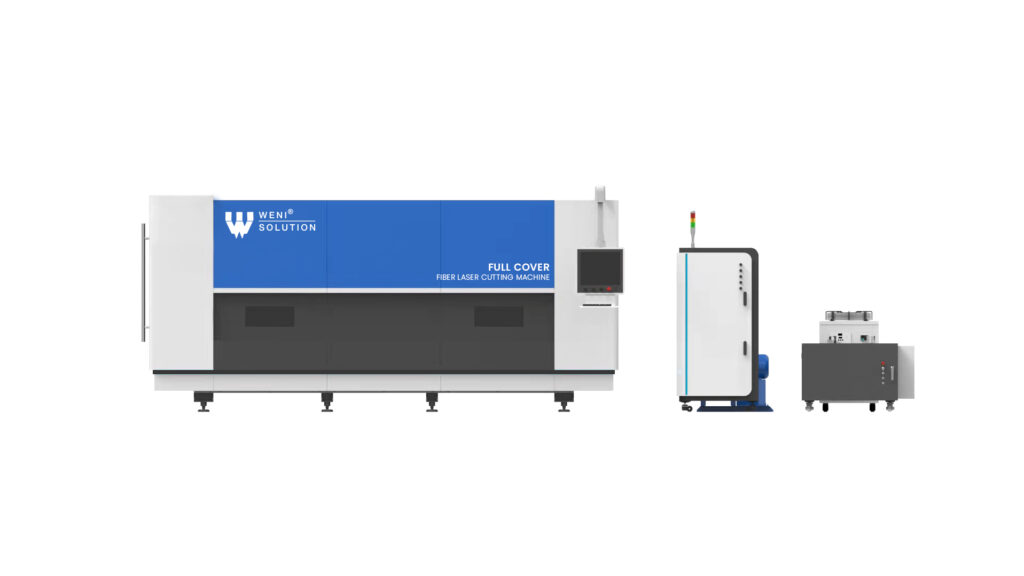
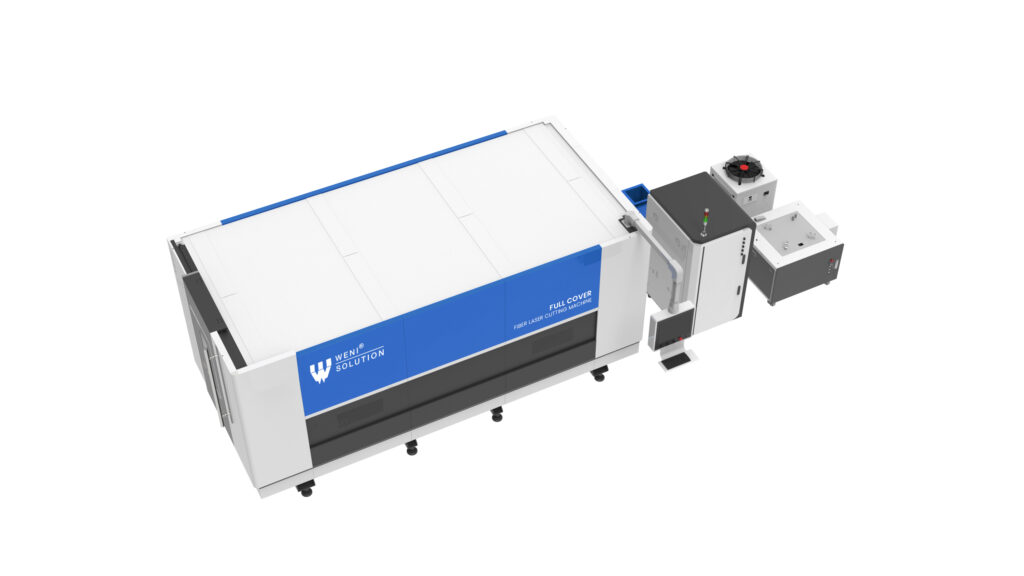

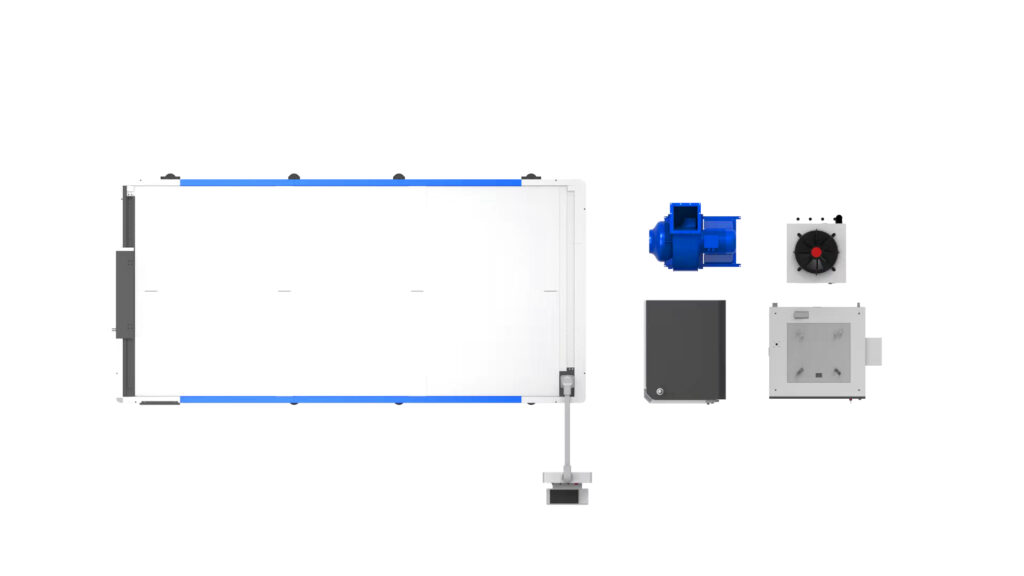










Seria WS-GCL charakteryzuje się kompromisem pomiędzy wycinarką z jednym stołem, a dwoma stołami wysuwanymi. Idealnie odnajdzie się ograniczonej przestrzeni, gdzie wymaga jest pełna obudowa.
Zobacz również podobne modele do oglądanego:
Wszystkie nasze wycinarki produkujemy pod indywidualne wymagania klienta, jak; wymiary pola roboczego, moc generatora, rodzaj głowicy, zastosowane podzespoły i rozwiązania.
Sprawdź również nasze lasery DOSTĘPNE OD RĘKI
Produkowane są w Szwajcarii. Głowice laserowe „RAYTOOLS AG” z serii BM są projektowane głównie do zastosowań przemysłowych. Przeznaczone do laserów światłowodowych średniej i wysokiej mocy. W naszych urządzeniach używamy najczęściej modeli BM 109 1.5KW oraz BM111 3.3KW.
Specjalistyczna pyłoszczelna obudowa zapobiega zanieczyszczeniu soczewki kolimacyjnej co zdecydowanie zwiększa jej żywotność, a tym samym przekłada się to na precyzję i wydajność wiązki laserowej. Optymalizacja konstrukcji optycznej oraz konstrukcja chłodzona wodą umożliwia stabilną i niezawodną pracę głowic laserowych w urządzeniach o dużej mocy.
Podwójna konstrukcja zabezpieczająca znacznie zwiększa prostotę użytkownika, podczas wymiany optyki głowicy laserowej, a ryzyko zanieczyszczenia soczewki jest niemal równe zeru. Dodatkowo głowice te wyposażone są w automatyczne ustawianie ostrości, co znacząco usprawnia obsługę urządzenia .

Seria inteligentnych głowic tnących opracowanych dla sprzętu laserowego o bardzo dużej mocy (obsługuje maksymalną moc 40 kW) zaprojektowana specjalnie dla przemysłu obróbki blach. Zawiera nowy projekt ścieżki optycznej i zoptymalizowane soczewki optyczne, z łatwą instalacją, prostym debugowaniem, doskonałą wydajnością i podwójną ochroną przed kurzem. Funkcje wykrywania perforacji i monitorowania procesu mogą skutecznie poprawić wydajność produkcji i produktu, a także spełnić rygorystyczne wymagania dotyczące jakości cięcia z dużą mocą za pomocą powietrza i azotu.
Monitorowanie procesu
Monitorowanie procesu cięcia w czasie rzeczywistym poprzez wewnętrzne czujniki w głowicy tnącej. W przypadku wykrycia nieskoszonego żużla głowica tnąca automatycznie cofnie się i wykona ponowne cięcie, zapewniając idealną obróbkę bez nadzoru.
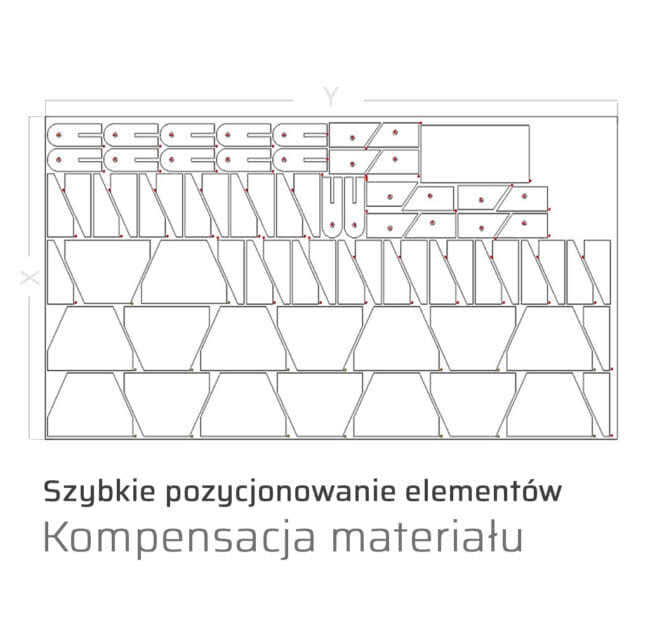
Technologia nestingu (Nested Based Manufacturing lub NBM) znacznie skraca i usprawnia proces produkcyjny w szczególności w przypadku cięć krzywoliniowych.
Dzięki możliwości pozycjonowania całych arkuszy płyt, pozwala na lepsze wykorzystanie surowca, czyli zmniejszenie ilości powstających odpadów. Nesting umożliwia optymalne wykorzystanie materiału, a funkcja symulacji cięcia pozwoli na odpowiednie zaplanowanie produkcji / Planowanie produkcji: Przed wykonaniem właściwej obróbki funkcja symulacji określi potrzebny czas na wykonanie zadania.

IPG Photonics to wiodący producent generatorów laserowych na świecie. Wieloletnie doświadczenie gwarantuje najwyższą jakość oraz najlepsze parametry wiązki laserowej.
Rozbudowana sieć dystrybucji oraz zaplecze serwisowe gwarantują doskonałe wsparcie techniczne do swoich produktów. Naprawy gwarancyjne i pogwarancyjne realizowane są przez labolatorium w naszej fabryce.
Generatory Laserowe z serii YLR dostępne w wersji od 500W do 2000W oraz seria YLS od 2000W – 12000W.

Wuhan Raycus Fiber Laser Technologies Co., Ltd. jest liderem w produkcji generatorów laserowych na rynku azjatyckim. Wuhan Raycus posiada międzynarodowy zespół specjalistów prowadzących badania rozwojowe, które pozwa lają udoskonalać i rozbudowaywać generatory laserowe.
Dużym atutem firmy jest dział serwisowy oraz wsparcia technicznego, a wszystkie naprawy urządzeń odbywają się bezpośrednio u klienta.
Generatory laserowe Raycus z serii RFL dostępne w wersji od 500W do 12000W.

System kontroli cięcia laserem CypCut to zestaw oprogramowania systemowego przeznaczony do płaskiego cięcia laserowego, obejmujący cięcie laserem, wspólną funkcje układu oraz sterowanie obróbką laserową, większość jego funkcji jest wykorzystywana w przetwarzaniu grafiki, ustawieniach parametrów, niestandardowej edycji procesu cięcia, symulacji i sterowaniu procesem cięcia.
Software CypCut dostarczany wraz z urządzeniem umożliwia:

Inaczej trójfazowy regulator napięcia ( AC )- został zaprojektowany w celu ochrony i zapewnienia wysokiej jakości zasilania urządzeń laserowych marki Weni Solution.
Podstawą prawidłowego działania każdego lasera jest równe i stałe napięcie sieciowe bez zakłóceń. Znacząco poprawia to jakość cięcia oraz wydajność generatora laserowego.

Firma AirTec jest producentem komponentów pneumatyki siłowej wchodzących w skład układów pneumatycznych, takich jak zespoły przygotowania powietrza, przewody, złącza, zawory rozdzielające oraz elementy wykonawcze, czyli siłowniki, napędy liniowe i obrotowe oraz manipulatory.

Prowadnice szynowe w naszych laserach dostarczane są przez trzech topowych producentów: PMI Linear Motion, HIWIN® oraz THK Global. Zapewniają wysoką dokładność pozycjonowania, wysoką powtarzalność oraz trwałość.
Prowadnice liniowe zapewniają płynny ruch wózka dzięki zastosowaniu elementów tocznych – kulek bądź rolek. Różnica między statycznym i dynamicznym tarciem tocznym jest bardzo mała, dzięki czemu siła potrzebna do rozruchu jest tylko nieznacznie większa od siły podtrzymującej ruch. Dlatego też efekty stick-slip w laserach marki Weni nie występują.

Omron Corporation jest światowym liderem w dziedzinie automatyzacji. Zapewnia różnorodne produkty i usługi w dziedzinie automatyki przemysłowej oraz komponentów elektronicznych.
Firma Omron z siedzibą w Kioto w Japonii ma swoje siedziby w Kioto, Singapurze, Hongkongu, Amsterdamie i Chicago.Zatrudnia ponad 37 000 osób w 36 krajach.

Zaawansowany agregat chłodniczy CW-6200 to urządzenie przeznaczone do zapewnienia optymalnej temperatury pracy zarówno generatora jak i głowicy lasera. Zaawansowana automatyka zastosowana w naszych agregatach pozwala precyzyjnie sterować temperaturą chłodziwa.
Wbudowany system alarmowy informuje użytkownika o przekroczeniu dopuszczalnych temperatur pracy oraz o zakłóceniach w przepływie cieczy chłodzącej.
Materiał:
Moc:
Typ:
„Podane parametry są poglądowe i stanowią przykład doboru mocy do grubości materiałów. Mogą się różnić od rzeczywistych parametrów z uwagi na materiał poddawany obróbce”